

Ykc High
Description
Basic Info.
| Model NO. | Ykc |
| Controlling Mode | PLC |
| Automatic Grade | Automatic |
| Power Source | Mechanical Drive |
| Precision | High Precision |
| Certification | CE, ISO 9001 |
| Condition | New |
| Ykc Series | Fin Press Machine |
| Transport Package | Export Standard Packing |
| Specification | all the models in the table |
| Trademark | SLJS |
| Origin | China(Mainland) |
| HS Code | 8462299000 |
| Production Capacity | 3000 Units/Year |
Product Description

| Fin Press Machine Line |
| H Frame:Compositions: Uncoiler, Oil tank, Air Feeder, Fin press, suction unit and stacker, Electric control system, Air system, Hydraulic system;The slide of press has hydro-lifting function which will be convinent for dies installation/commissioning;Press speed & vacuum stucker is controled by converter;Collector has protecting system for fault operation No material warning, No oilwarning;Hydraulic overload protection for main machine;Equipped with hydraulic rapid-dies changing device, making dies change more quickly and convenient;Machine-human interface and PLC electrical control system ensuring the reliable operation of the automatic punching. |
| C Frame: fins press line for the punching of air conditioner fins is specially intended for meeting the requirements for the production of air conditioner fins.The line mainly consists of uncoiler, oil tank, fin press, suction unit, stacker and relevant electrical control system;Imported PLC, counter and contact point free cam controller are adopted to meet the requirements of counting the fins cut collected as well as the function of progress change;Production lines of special specifications can be made subject to the user's requirements. |
Product Description
| 1,specification |
1.1 Type: YKC-48A-125, High speed Fin precision Straight Side press 1.2 Capacity: 1250KN 1.3 Working efficiency : No-load stamping frequency 150~300spm, even load 220~240spm, odd load 210~230spm. 1.4 Supply voltage: Three-phase 380V/50Hz. Voltage fluctuation range ±10% |
| 2. The main technical parameters of the production line: |
2.1 Processing Material: Aluminum Foil 2.2 The maximum diameter of coil material: 1200mm. 2.3 Coil material diameter: φ150 ± 5mm. 2.4 Maximum material width: 820mm. 2.5 Fin Die Pattern: Φ15.88×24R×1P (33×38.1mm). 2.6 One feed step and feed switch: 1P/2P. 2.7 Suction length: 1000mm. 2.8 Suction type: single fan, automatic stripper plate type, with a stripper plate 2.9 Fin stack height: Lifting type automatic aggregate, the height can reach: 600~900mm. 2.10 Fin stack mode: Double-position automatic 180° swing back structure with automatic lift function. The needle assembly of the aggregate is moved along the linear guide, and the position of the aggregate needle is determined by positioning the pin. 2.11 Unloading mode: damper open plate discharge. 2.12 waste discharge method: Use a fan to blow the waste out of the organization, with a 7m pipe and a waste box. 2.13 Discharge rack loading direction: The loading direction is opposite to that of the operation panel, ie it is loaded from left to right when viewed from the discharge rack to the host. 2.14 Discharge rack type: single-head up type, hand wheel up tight type. 2.15 Machine Tool Installation: The machine tool is the anchor bolt installation method. The client must make the basics. The seller provides ground drawings |
| 3. Main technical parameters: |
Machine Model | YKC-48A-125 |
Type | Four-column two-point mechanism |
Capacity(KN) | 1250 |
Slide of Stroke (mm) | 40 |
No-load stroke(spm) | 150~300 |
Load stroke(spm) | even load 220~240spm odd load 210~230spm |
Die height (mm) | 280~330 |
Slide Lifting height (mm) | 130 |
Size of table(H×L, mm) | 2000×1360 |
Size of slide(H×L, mm) | 1300×1350 |
Main motor power(KW) | 22 |
Aluminum coil Inner Diameter) | Φ150 |
Max diameter of aluminum coil(mm) | Φ1200 |
Max width of aluminum coil (mm) | 1080 |
Material rack loading weight(Kg) | 2000 |
Sucking Length(mm) | 9000mm |
Collecting Height(mm) | 720~900mm |
Total Weight(±2Ton) | 26 |
Working Pressure(kg f/cm2) Gas consumption(m3/min) | 5.5~7.5kgf/cm2 1.0m3/min |
Hydraulic Oil | ISOVG46(Summer) |
Power Supply | AC380V±10%/50HZ |
| 4. Machine precision requirements: | |
4.1. The parallelism between the lower plane of the slider and the plane on the workbench (according to the on-site debugging records): (1) Left and right direction ≤ 0.059mm. (2) Front and back direction ≤ 0.059mm. 4.2. The verticality of the slider stroke to the plane on the table: (1) Left and right direction ≤ 0.015mm. (2) Front and back ≤ 0.015mm. 4.3. Total machine clearance: ≤ 0.30mm. | |
| 5 Main components and Structure Features: | |
5.1 The equipment is mainly composed of high speed precision Straight Side press, discharging device, aluminum foil lubricating device, Die quick change device, initial feeding direction guide device, material suction device, aggregate device, Servo material pulling device, waste discharge device and the corresponding electrical system, hydraulic system, gas system composition.
The discharging device can automatically release the material into the mould of punching machine, the photoelectric sensor can control the stop and discharge, and it has no material detection and aluminum foil tension detection.
5.5 Die quick change device: It is composed of die changing bracket and changing plate. The fin die is placed on the changing plate through the guide rail on the die changing bracket and the working table board moving in and out of the machine.
Safety door: there are three safety protection doors on both sides, including windows between uprights of punching machine, connection between fuel tank and machine, crosscutting position of mould. Safety bolt: equipped with two safety bolts, cylindrical aluminum rods, two type of heights, installed on the right side of the electronic control cabinet.
| |
| 6 Equipment components: | |
| Inverter, PLC programmers, man-machine interfaces, automatic grease pumps, gas valve cylinders, hydraulic valves, main clutch brakes, rotary encoders, photoelectric switches, spindle bearings, main clutch valves, and main electrical components, etc. need to be selected internationally quality products, as follows: | |
Item no. | Name | brand |
1 | Clutch Valve | USA MAC |
2 | PLC programmer | Mitsubishi |
3 | Inverter | Mitsubishi (main motor) Mitsubishi (fan) |
4 | Pneumatic solenoid valve | Festo, SMC |
5 | Main electrical components | Schneider |
6 | Hydraulic pump | Taiwan |
7 | Main hydraulic valve | Taiwan |
8 | Connecting rod bearing | Germany INA or Spanish NBI |
9 | Feed conversion device bearing | Japan IKO |
10 | Encoder | Mitsubishi |
11 | Man-Machine Interface | Mitsubishi |
12 | Automatic Grease Pump | Japan IHI |
13 | Discharge induction photoelectric switch | OMRON |
14 | No material detection photoelectric switch | OMRON |
15 | Air switch | Schneider |
16 | Contactor | Schneider |
17 | Button switch | IDEC |
18 | Indicators | IDEC |
19 | Miniature Circuit Breakers | ABB |
20 | Output Relay | Switzerland CARLO GAVAZZI |
21 | Pulling servo motor and servo control system | Mitsubishi |
22 | Reducer for pull servo motor | NIDEC |
23 | Collecting Lifting ball screw | HIWIN |
24 | Collecting Linear Guides | HIWIN |
25 | Collecting Lifting Reducer | Taiwan |
26 | Material Rack Reducer | Taiwan |
| 7 List of spare parts | ||
7.1 Triangle belt type B: 1 set 7.2 Timing belt: 1 set 7.3 Shaft seals: 4 pcs 7.4 Hole seals: 4 pcs 7.5 Solenoid valve: 1 pcs 7.6 The limit switch: 1 pcs 7.7 The collection needle: 10 pcs 7.8 Anchor bolts and adjustment bolts: each 4 pcs 7.9 Expansion bolts: 8 pcs 7.10 Manual grease gun: 1pcs 7.11 Standard tools: 1 set (according to packing list) 8 Acceptance standard Acceptance standard: should be suitable for the technical agreement and fit for the fin die to produce the qualified production | ||
| Fin die | ||
We have been in Manufacturing this Fin Dies more than 30 years, already supplied more than 3000 sets of the Fin Dies to our customers: Like Germany Volkswagen - FAW Automotive tank air conditioning,Guangdong CHIGO Air Conditioning Co., Ltd. Wuhan New Century Refrigeration Company (Beyond to Japan Sanyo) Large-scale Refrigerator, Shanghai Air Conditioner Factory. By the way, we also have exported the Fin Dies to other countries: USA, Russia, New Zealand, Poland, Iran, UAE, Egypt, Saudi Arabia,Argentina. | ||
| 1.Fin Die Features | ||
The Fin Die is an independent sub-unit from the the large mold base, where the blade-edge unit has an independent guide column and guide sleeve. Each processing step as follow: | ||
1.1) Drawing unit: According to the calculated data, a certain height and diameter convex hull is pre-drawn on the strip material. Among them, each channel has an independent adjustment device, and a position display indicator can record the corresponding number of adjustment heights of the channel punch for later convenient adjustment. 1.2) Louver forming unit:Flush the louver-type crack on the strip material as required by the fin scheme. The unit has an independent guide column and guide sleeve to ensure reasonable clearance between the upper and lower molds. 1.3) Punching flanging unit: flipping out the straight edge and the electro-thermal hole on the strip material with punched convex hull. The unit has an independent guide column and guide sleeve to ensure reasonable clearance between the upper and lower molds. 1.4) Double Flanging unit: On a flanging cylinder, turn the straw hat outward. There is an independent adjustment device, and a position display indicator can record the corresponding number of adjustment heights of the flanging of the track. 1.5) Slitting unit: Use three screws to adjust the position of the upper knife to determine the number of rows of the slits. The unit has an independent guide column and guide sleeve to ensure reasonable clearance between the upper and lower molds. 1.6) Embossing unit: Pressing the fin edge pattern. Adjust the knife position with three screws to determine the number of rows of embossing. 1.7) Feeding unit: There is a small claw raised into the fin mouth to pull the strip forward one step. 1.8) Leveling unit: 1.9) Cutting unit: Cuts the strip material in accordance with the preset number of holes. The above units are assembled in a large formwork to ensure the relative position of each unit. | ||
| 2.Fin Die Material: | ||
2.1) Knife/Blade section: Japan SKD11 for Aluminum fins, HRC60-64 Japan HAP40 powder high speed steel for stainless steel fins, HRC62-64 2.2) Die base plate: Alloy tool steel for punching aluminum fins, HRC28-32 Alloy tool steel for punching stainless steel aluminum fins, HRC56-60 2.3) Strong Spring: Japan MISUMI 2.4) Guide column guide: Japan MISUMI | ||
| 3.Life of Fin Die: 10 years in normal use, not include the wearing parts. | ||
| 4.Fin sample: | ||
| 5.Main Processing Equipments: | ||
Swiss CA20 Precision Walking Wire Cutting Machine Japan OKUMA-BYJC Machining Center, SYMS VMC CNC Milling Machine SYMS CAK1626NI CNC Lathe MG2932B/MG2945B coordinate grinding machine Taiwan 618-ASD Tool Grinding Machine Taiwan ESG-818M Tool Grinding Machine Taiwan ESC-1A618 Tool Grinding Machine Taiwan ESC-1A618 Tool Grinding Machine Kunming T4163 coordinates boring machine Kunming 4240 coordinate trampoline Three-dimensional coordinate measuring machine Optical measuring instrument | ||
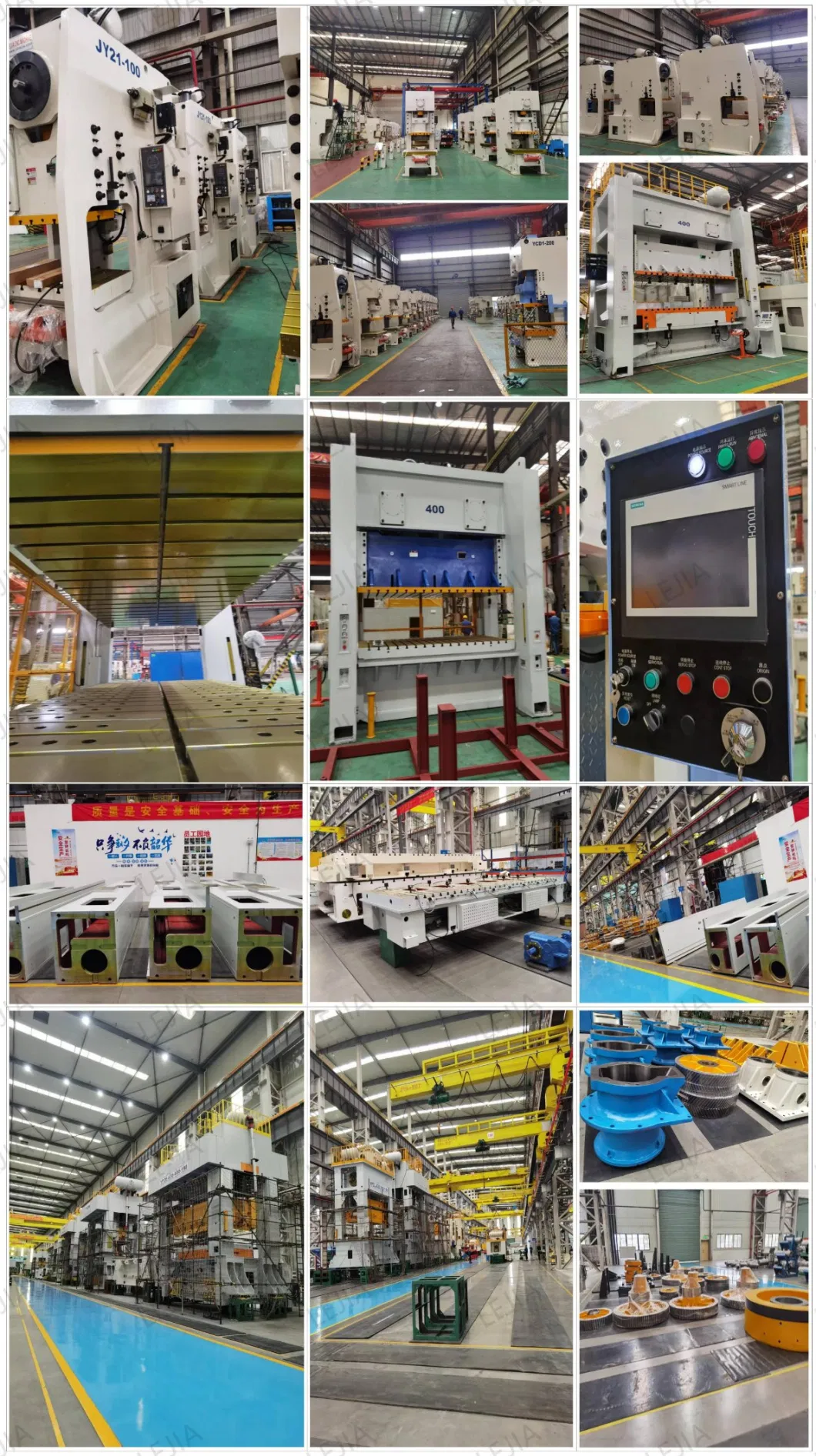
Processing and Manufacturing

Packaging & Shipping
LEJIA Clients
We Lejia export our products to different countries all over the world.(Germany, Sweden, Hungary, Italy, Netherlands, Spain, Portugal, Czech Republic, Lithuania, Serbia, Greece, Malta, Austria, Kosovo, Turkey, Ukraine, Albania, Estonia, Belarus, Bulgaria, Bosnia, Croatia, Romania,USA, Japan,Brazil, Argentina, Mexico, Bolivia, Colombia, Canada, Peru, Chile, Australia, New Zealand, Rwanda, Egypt, South Africa, Tanzania, Nigeria, Botswana, Mauritius, Russia, Vietnam, India, Iran, Singapore, Uzbekistan, Thailand, Sri Lanka, Bangladesh, Malaysia, Kazakhstan, Philippines, Bahrain, Pakistan, United Arab Emirates, Kuwait, Saudi Arabia, Sudan, Jordan, Oman, Qatar, Israel, Yemen,Mongolia,Burma..)
Our Contact




